
High Temperature Oxidation (1961)
U.S. Patent No. 3,006,944, granted on October 31, 1961, to Merrell R. Fenske and Jennings H. Jones, details a highly controlled, non-catalytic vapor phase oxidation process designed to crack and dehydrogenate hydrocarbons into valuable lower olefins like ethylene and propylene. Fenske and Jones, prominent chemical engineers working out of State College, Pennsylvania, assigned the invention to the Esso Research and Engineering Company.
This invention solved a critical problem in petrochemistry: oxidation reactions are violently exothermic (heat-generating). When trying to oxidize hydrocarbons at high temperatures, the reaction routinely suffers from temperature runaways and sudden bursts of flame, degrading the valuable feed into nothing but soot, carbon dioxide, and water. Traditional dense fluidized beds couldn’t be used to absorb the heat because excessive solid surface areas completely arrest non-catalytic oxidation reactions.
The Innovation: The “Raining Solids” Reactor
Fenske and Jones discovered that vapor phase oxidation could safely operate at high temperatures (between 500°C and 750°C) to yield massive amounts of useful olefins, provided the heat is instantly absorbed without smothering the reaction. Their breakthrough was an open-tube reactor that used a light, continuous “rain” of relatively cool, finely divided inert solids evenly dispersed across the reaction space, accounting for a precise 0.05% to 10% of the reactor’s volume.
Why Raining Solids?
- Micro-Managed Heat Control: The falling particles immediately absorb the extreme heat of the reaction, keeping the temperature perfectly stabilized and preventing destructive, runaway combustion.
- High Chemical Selectivity: By keeping the reaction within a strict high-temperature window, the process prevents secondary breakdowns, maximizing the output of high-value industrial chemicals.
- Anti-Smothering Density: Because the solids are dispersed as a sparse rain rather than a dense bed, they do not inhibit or terminate the non-catalytic chemical pathway.
- Cokeless Upgrading: The process provides a completely clean dehydrogenation mechanism, leaving reactor walls and circulating solids entirely free of troublesome tar or coke deposits.
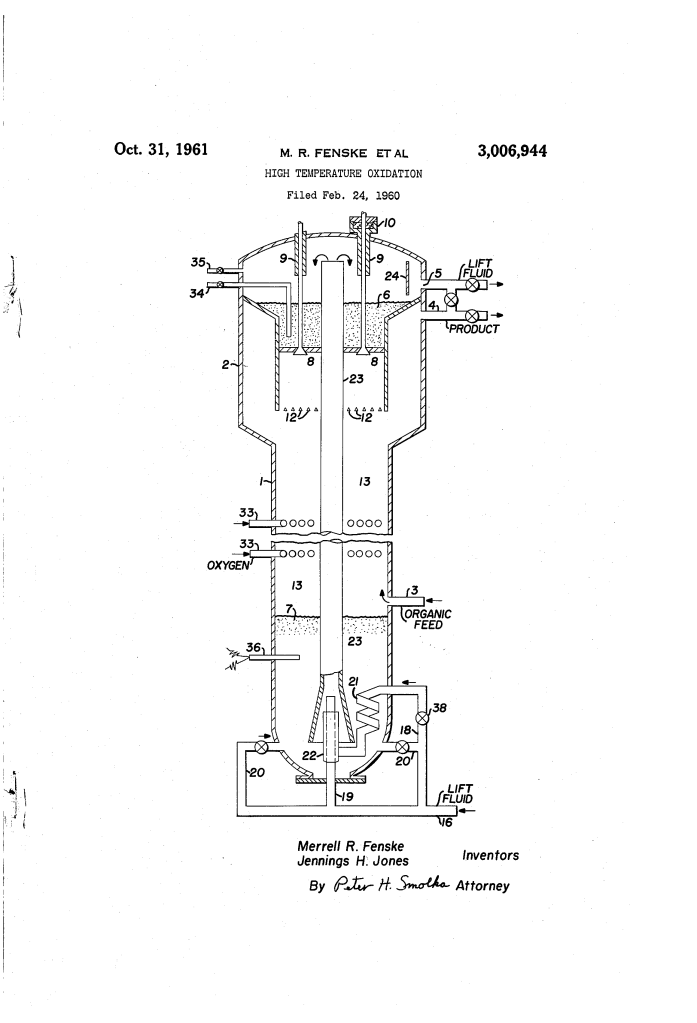
Key System Components
The apparatus leverages spatial design and staged chemical inputs to manipulate the sensitive gas-phase environment:
| Component | Function / Feature |
| Methylenic Feed Stock | Hydrocarbons (like hexane, gas oil, or petrolatum) containing at least 25% to 30% of their carbon atoms in methylenic (CH2) or methyl (CH3) groups. |
| Particulate Inert Solids (6, 7) | Materials like fused alumina, quartz, or Ottawa sand (ideally 100 to 300 microns) that act as mobile heat-sinks without acting as a catalyst. |
| Dispersing Grid (12) | A structural grid positioned near the top of the reaction zone that breaks up clusters of falling solids to ensure a perfectly uniform, loose rain. |
| Multiple Injection Coils (33) | A series of multi-holed vertical coils spaced 1 to 5 feet apart that introduce oxygen in small, staggered increments down the column. |
| Recirculating Lift Pipe (23) | A vertical conduit at the core that uses steam or wet fluid to simultaneously cool the bottom collection bed and lift solids back to the top storage bed. |
Performance: Maximizing Olefin Yields
The patent demonstrates the dramatic impact of high-temperature control by comparing traditional low-temperature oxidation with their high-temperature raining solids process.
Test Results on Normal Hexane:
- Low-Temperature Run (390°C): Yielded mostly heavy liquid oxygenated compounds (epoxides) and simple hexene. It produced very few highly prized, lower molecular weight industrial gases.
- High-Temperature Run (565°C): Hydrocarbon conversion jumped to 82%. The yield of valuable C2–C4 olefins (ethylene, propylene, and butylenes) quadrupled, while oxygen consumption per unit of reacted feed actually decreased.
- Heavy Gas Oil Upgrading (545°C): The system completely altered crude virgin gas oil in a single pass, yielding zero tar and spitting out a massive 46% fraction of gasoline-range fuels alongside highly pure alpha-olefins.
The Staged Chemical Process
To sustain the ideal reaction matrix without initiating a thermal explosion, the process coordinates a precise flow:
- Preheat the vaporized hydrocarbon feed and introduce it at the bottom of the reaction chamber to ascend countercurrently against the falling solids.
- Meter the cool inert solids (at 400–450°C) from the upper bed through control valves so they drop through the dispersing grid.
- Inject oxygen incrementally through the spaced coils, keeping the local oxygen-to-hydrocarbon mole ratio remarkably low (between 0.1 and 0.5) to suppress unwanted carbon oxides.
- Quench the reaction quickly by regulating short vapor residence times (from 1 to 10 seconds) before separating the product vapors from the falling heat-sink particles.
About the Inventors: Merrell R. Fenske & Jennings H. Jones
Merrell Fenske and Jennings Jones were elite American chemical engineers and researchers based out of Pennsylvania State University (State College, Pa.).
- Fenske’s Legacy: As the long-time director of Penn State’s Petroleum Refining Laboratory, Fenske was a global authority on distillation, refining architectures, and the chemical composition of petroleum. The “Fenske Equation” remains a foundational component of separation engineering textbooks worldwide.
- Industrial Impact: Working in tandem with Jones, their joint research for Esso solved some of the most dangerous safety hazards of Cold War-era industrial chemistry, laying down the groundwork for the modern, high-throughput manufacturing of synthetic rubbers, plastics, and high-octane fuels.
Summary of Claims
The patent explicitly claims:
- A vapor phase process for oxidizing 2-to-30 carbon methylenic hydrocarbons at an average temperature between 500°C and 750°C.
- Dispersing relatively cool, finely divided inert solids in a sparse concentration of 0.05% to 10.0% volume percent per volume of the reaction space to prevent thermal runaways.
- Utilizing short vapor residence times limited strictly between 1 and 20 seconds.
- Introducing the oxygen gas at multiple, separate intervals down the reaction path to lock local free-oxygen mole ratios to a safe minimum of 0.1 to 0.5.
