

Prefabricated Refrigerator Construction, Frederick M. Jones (1950)
Patented on December 26, 1950, this invention (U.S. Patent No. 2,535,682) addressed a major logistical hurdle of the post-war era: the “bulky dimensions” of deep-freeze units. Frederick M. Jones realized that large, high-capacity freezers were nearly impossible to move into residential basements or remote storage areas once fully assembled.
His solution was a “knock-down” refrigerator—a set of high-efficiency, metal-clad panels that could be carried through standard doorways as individual pieces and bolted together on-site. However, the true genius of the patent lies in how Jones prevented the metal skin of the freezer from acting as a “heat bridge,” which would normally suck warmth from the outside into the frozen interior.
The “Why”
- The Basement Dilemma: Pre-assembled deep freezes were too heavy and wide for narrow stairwells.
- The Thermal Bridge Problem: Metal is a great conductor of heat. If the exterior metal shell touches the interior metal lining at the joints, the freezer loses efficiency, and ice forms on the outside of the unit.
- The Assembly Challenge: A “knock-down” unit must be easy for a technician to build but must remain 100% air-tight to prevent “frost-up” inside the insulation.
Key Systems Section
1. The “Broken” Thermal Path
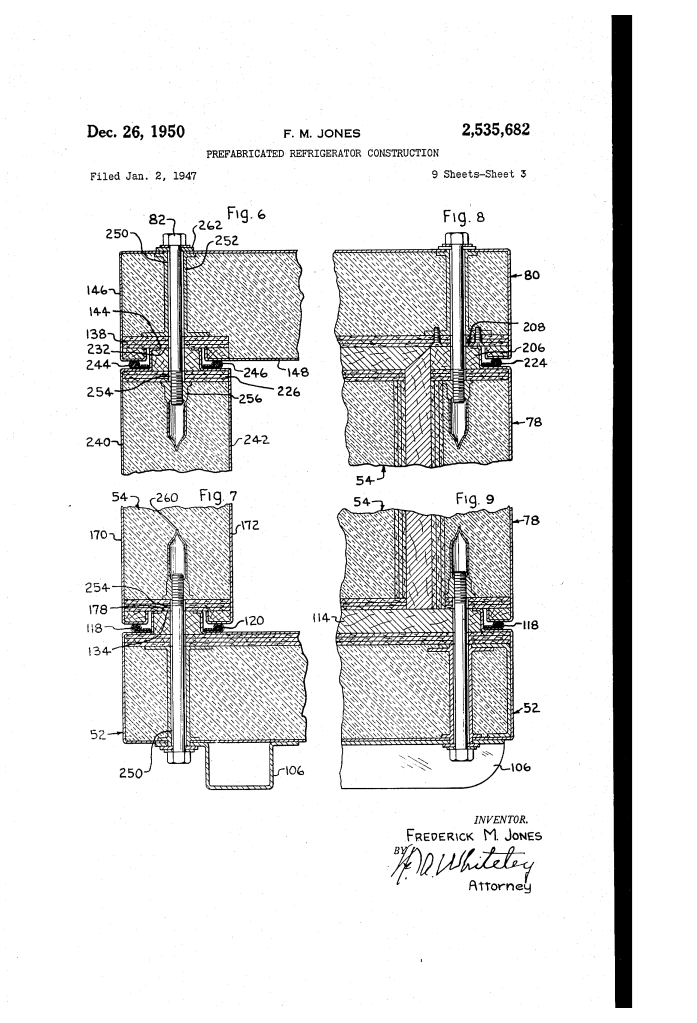
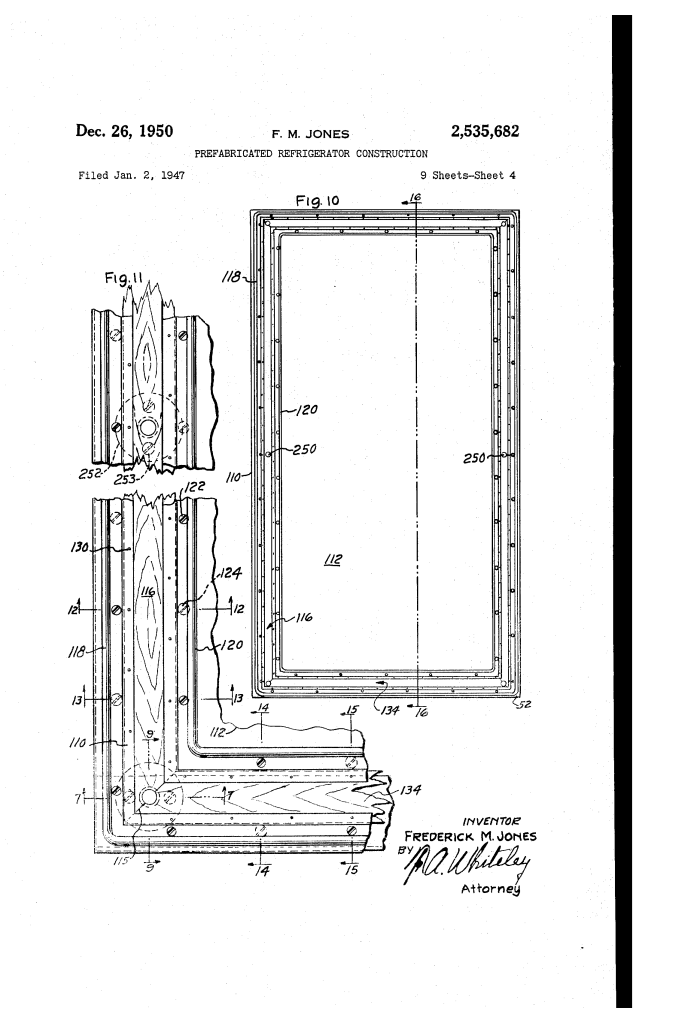
To solve the heat transfer problem, Jones designed each panel so that the exterior metal layer (110) and interior metal layer (112) never touch.
- The Wood Separator: The edges of each panel are capped with a wooden beam (114) or plywood strip.
- The Gap: The metal sheets are bent around the corners of the wood but stop short of each other, leaving a “remnant area” of exposed wood (116) at the joint. Because wood is a poor conductor of heat, it acts as a thermal break.
2. Tongue-and-Groove Interlocking
The panels are not just flat boards; they use a sophisticated interlocking system to ensure structural rigidity and air-tightness.
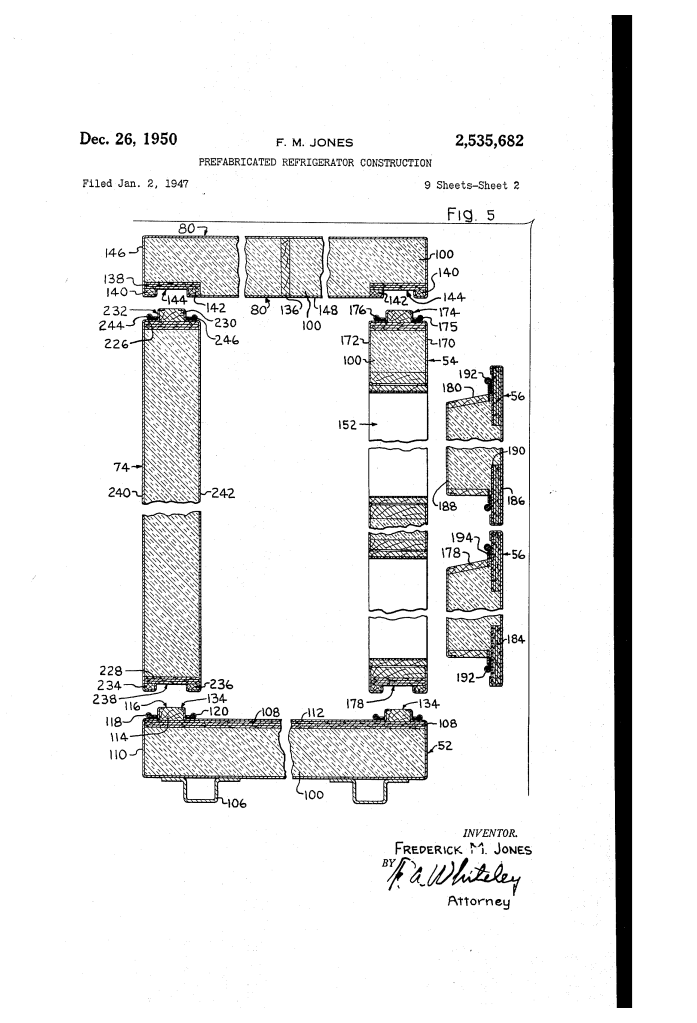
- Tongue Surface (134): Featured on the base and certain panel edges.
- Groove Surface (144/202): Featured on the top and corresponding panel edges.
- Dual Gaskets (118/120): Every joint features two rubber gaskets (one inside, one outside). When the panels are bolted together, these gaskets are compressed, creating a redundant, air-tight seal that prevents humid air from entering the insulation.
3. Isolated Fastening System
Standard bolts would normally act as “heat needles,” conducting warmth through the panel. Jones engineered a specific fastening method to avoid this:
- Tubular Members (252): A sleeve is set into the insulation.
- The Bolt (82): The bolt passes through the wooden “remnant area” and the sleeve. Crucially, the bolt does not contact the interior or exterior metal skins. It only touches the wood and the internal insulation, ensuring the fastener itself doesn’t cause a cold spot on the freezer’s exterior.
Assembly Sequence (The “Knock-Down” Process)
| Step | Component | Action |
| 1 | Base Member (52) | Placed on the floor; serves as the foundation with a peripheral “Tongue.” |
| 2 | Back Panel (74) | Mounted to the rear of the base; secured with isolated bolts. |
| 3 | Side Panels (76/78) | Slotted into the base and back panel using interior grooves. |
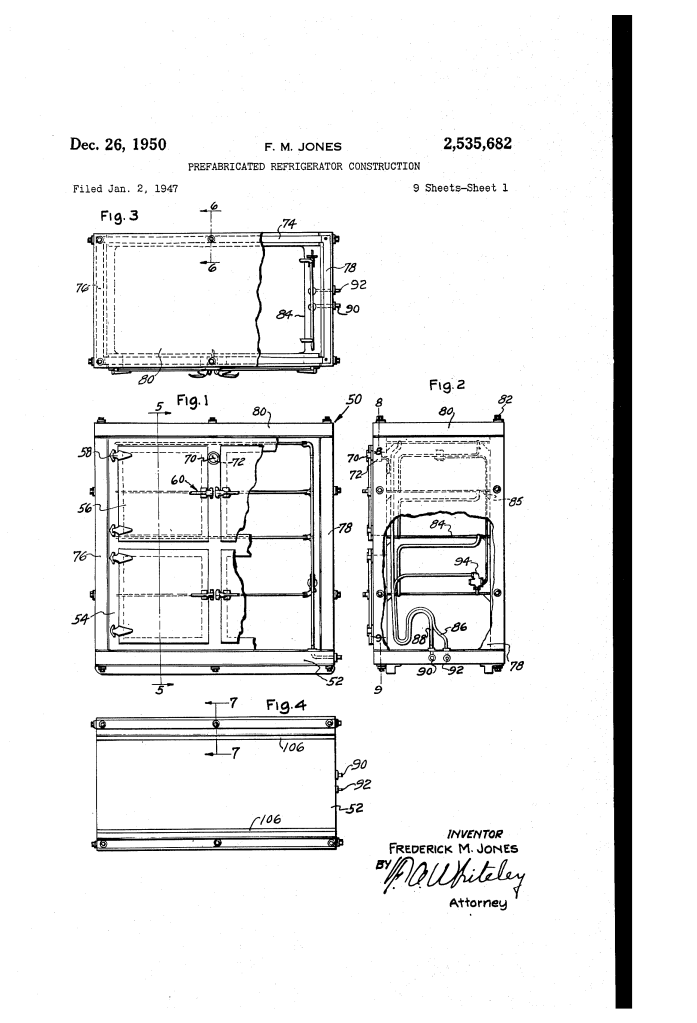
| 4 | Cooling Shelves (84) | Slide into internal racks; connected to the refrigerant nipples (90/92). |
| 5 | Front Panel (54) | Attached last; contains the pre-hung doors (56). |
| 6 | Top Panel (80) | Placed over the entire assembly like a lid, sealing all vertical panels. |
Technical Innovations in the Panels
- Bakelite Lining (168/190): The areas around the door openings are lined with Bakelite. This material is moisture-proof and easy to sanitize, preventing the “old freezer smell” caused by wooden parts absorbing food odors.
- Beveled Door Edges (180): The doors are beveled to allow for moisture drainage and to ensure a “wedge-fit” seal when the latch mechanism (60) is engaged.
- Integrated Thermometer (70): A thermometer is built directly into the front panel so the internal temperature can be monitored without opening the doors.
Significance
Frederick M. Jones’s prefabricated design was a major step forward for U.S. Thermo Control Co. (later Thermo King):
- Scalability: Freezers could now be built to massive sizes (for restaurants or warehouses) while still being shipped in standard crates.
- Energy Efficiency: By perfecting the “thermal break” at every joint, Jones ensured these units could maintain “deep freeze” temperatures with minimal electricity.
- Serviceability: If a single panel was damaged, it could be replaced without discarding the entire refrigerator.
Final Insight: Jones applied the same rigorous engineering to a stationary freezer that he did to his famous truck refrigeration units. He understood that a freezer is only as good as its weakest joint, so he turned every joint into a high-tech barrier against heat.
